
Introduction
This guide provides a thorough overview of the disassembly of the EVA3, the preparation of the V-Core 3.1 frame, and the installation procedure for the Rat Rig toolhead BETA V2 Upgrade Kit.
The Rat Rig Toolheads are streamlined to be used specifically with our favourite combination:
Orbiter V2
Phaetus Rapido V2 UHF hot end
4028 part cooling fan
Rat Rig “SuperPinda” Probe by P&F
-
-
This guide is divided into 3 parts, to help you quickly find the instructions you need:
-
Disassembling the EVA 3.0
-
Preparing the V-Core 3.1 for the upgrade kit
-
Installing the Rat Rig toolhead BETA 2 upgrade kit
-
-
-
Remove the M3x25 Cap Head Screw
-
Remove the Hex Nut - M3
-
Remove the M3 Nylon Locking Hex Nut
-
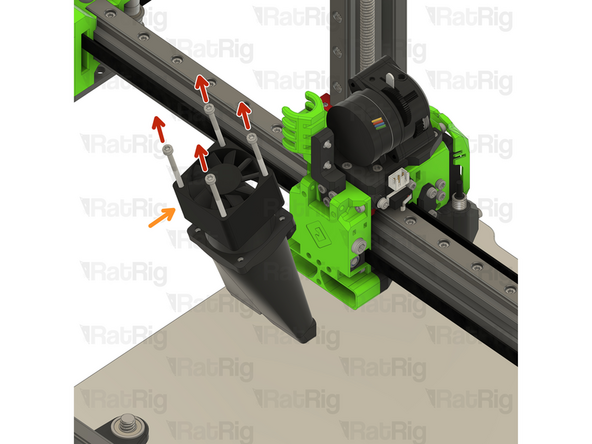
Remove the M3x35 Cap Head Screw
-
Remove the 40mm_fan_duct assembly as shown
-
-
-
Remove the four M3x35 Cap Head Screws
-
Remove the 4028 Part Cooling Fan from the printed part, it will be re-used on the Rat Rig Toolhead V1.0
-
Remove the four Hex Nuts - M3
-
-
-
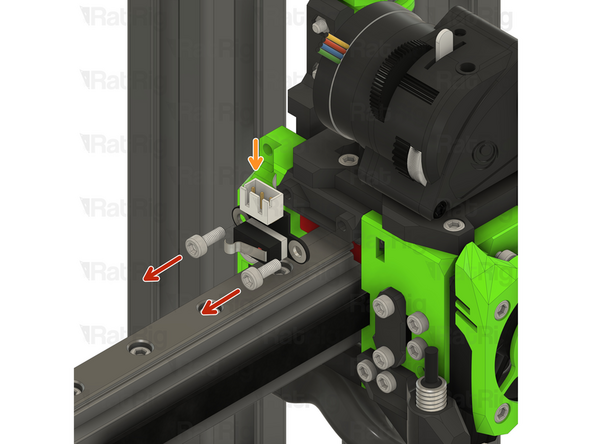
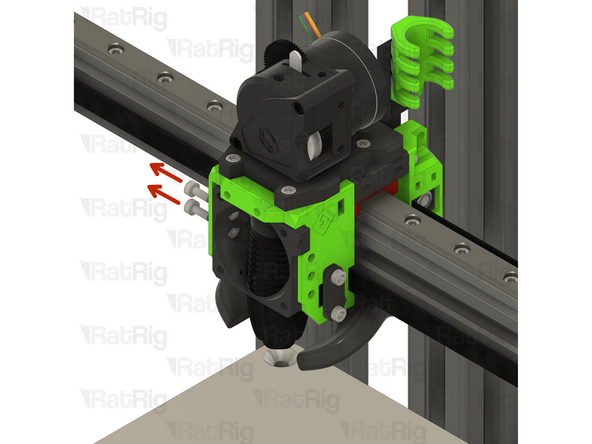
Remove the two M3x8 Cap Head Screws
-
Disconnect the Endstop Module and set it aside, it will be re-used on the Rat Rig Toolhead V1.0
-
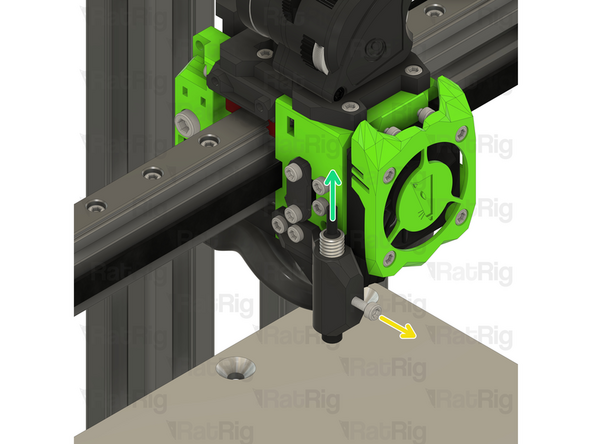
Loosen the M3x8 Cap Head Screw
-
Remove the Z-probe from the printed part, it will be re-used on the Rat Rig Toolhead V1.0
-
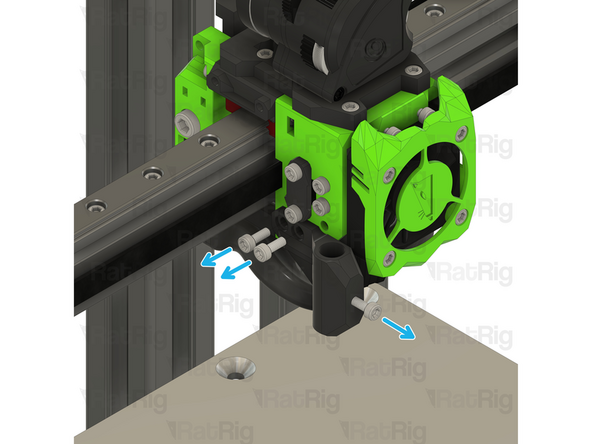
Remove the three M3x8 Cap Head Screws
-
-
-
Remove the four M3x20 Cap Head Screws
-
Remove the ratrig_eva3_shroud Printed Part
-
Remove the 4010 Axial Fan from the assembly, it will be re-used on the Rat Rig Toolhead V1.0
-
Remove the four M3x8 Cap Head Screws
-
-
-
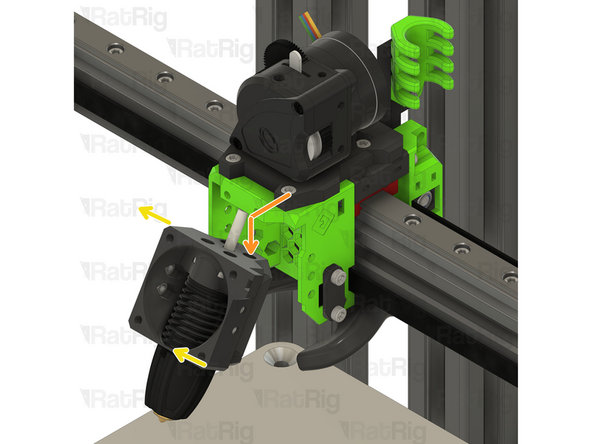
Remove the four M3x8 Cap Head Screws
-
Gently push the hotend assembly down and away from the toolhead-
-
Rotate the hot end assembly into position as shown
-
-
-
Remove the PTFE line
-
Remove the four M2.5x8 Cap Head Screws
-
Remove the Rapido hotend from the printed part, it will be re-used on the Rat Rig Toolhead V1.0
-
Tip: Insert the four M2.5x8 Cap Head Screws back in the Rapido hotend mounting points to avoid losing them.
-
-
-
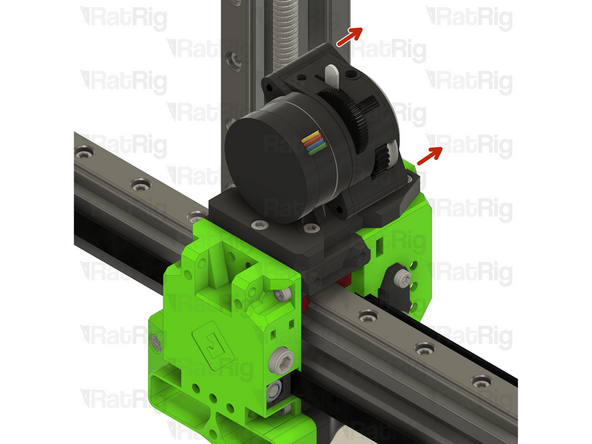
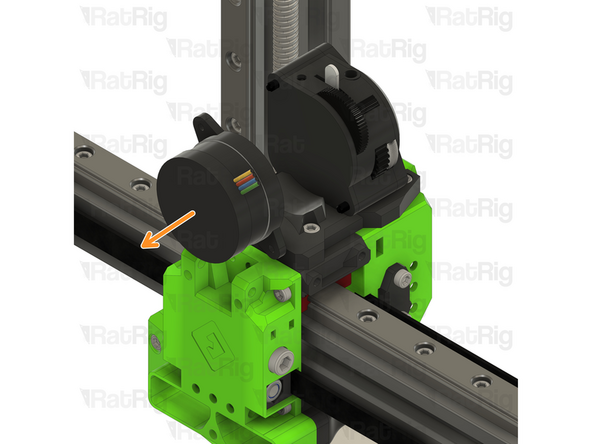
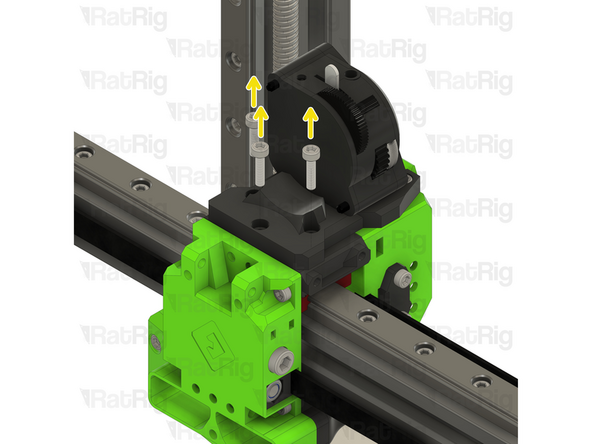
Remove the two M3x25 screws on the face of the LGX Lite which secure the motor in place
-
Remove the Bondtech LGX Lite motor from the back of the LGX Lite extruder
-
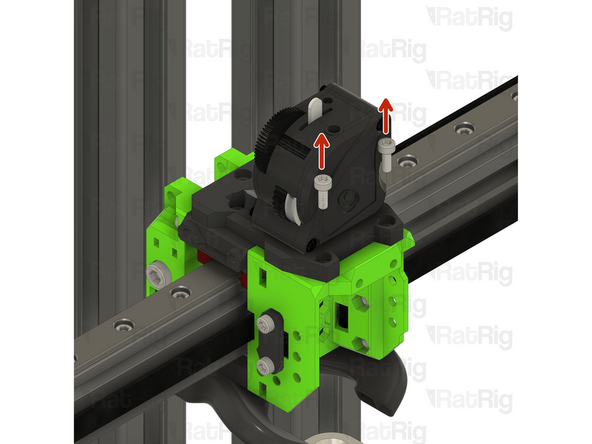
Remove the three M3x12 Cap Head Screws
-
-
-
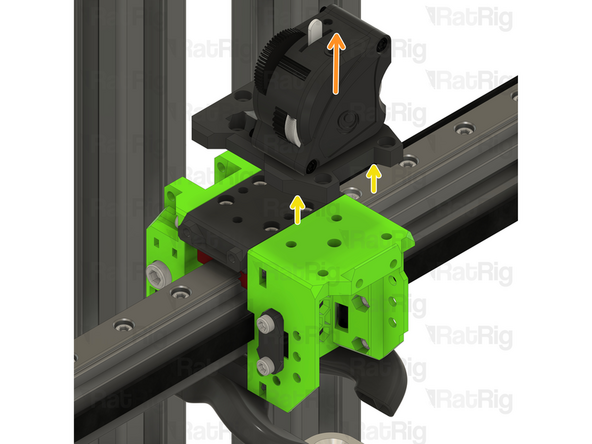
Remove the two M3x8 Cap Head Screws
-
Remove the extruder assembly
-
The new Rat Rig toolhead uses the Orbiter V2,
-
Remove the M3x8 Cap Head Screws holding the LGX Lite to the EVA3 drive_lgx_lite Printed Part
-
Reassemble the LGX Lite so you can safely store it.
-
-
-
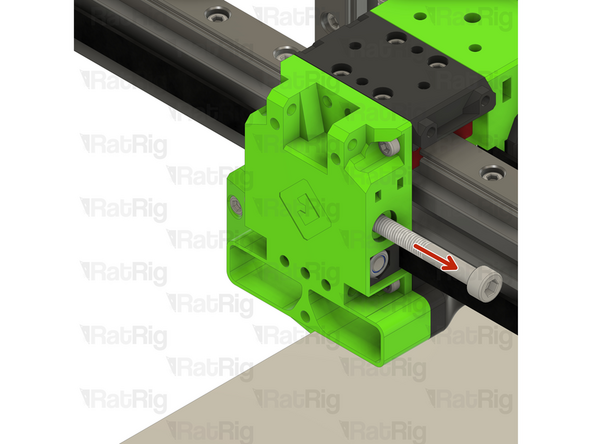
Loosen the M5x40 Cap Head Screw
-
Pull the belt to help remove the CoreXY belt grabber
-
Remove the M5 nylon locking nut
-
Remove the belt grabber from the toolhead
-
Repeat the previous steps and remove the other CoreXY belt grabber
-
-
-
Remove the two M3x8 Cap Head Screws
-
Remove the belt front belt holder
-
Repeat the previous steps for the other front belt holder
-
-
-
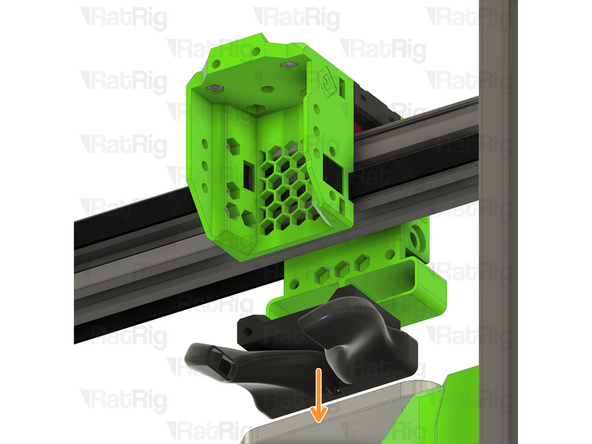
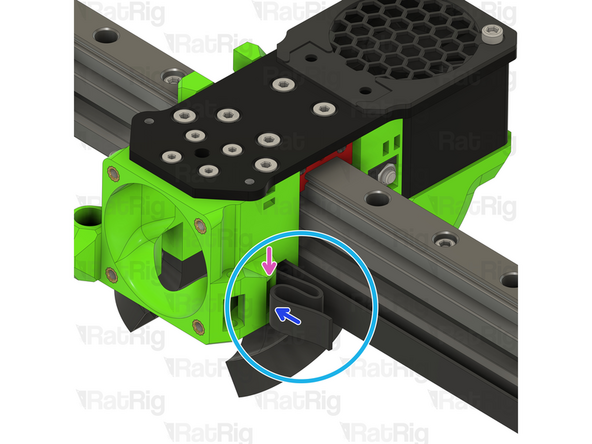
Remove the two M3x35 Cap Head Screws
-
Pull down on the EVA horn ducts
-
-
-
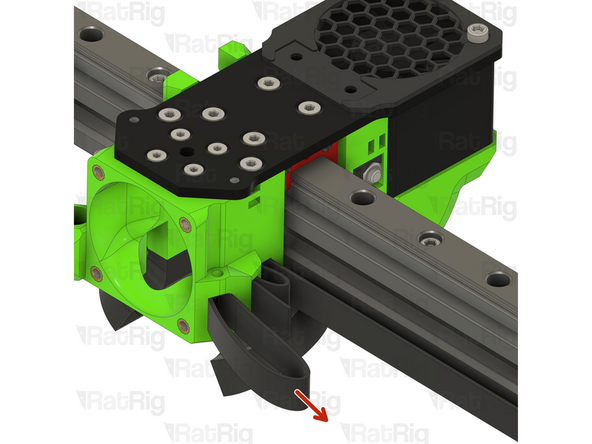
Remove the two M3x35 Cap Head Screws
-
Pull on the EVA3 front assembly to remove it
-
Pull on the EVA3 back assembly to remove it
-
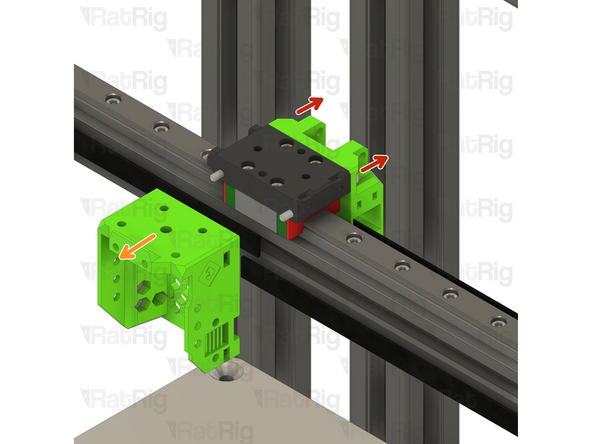
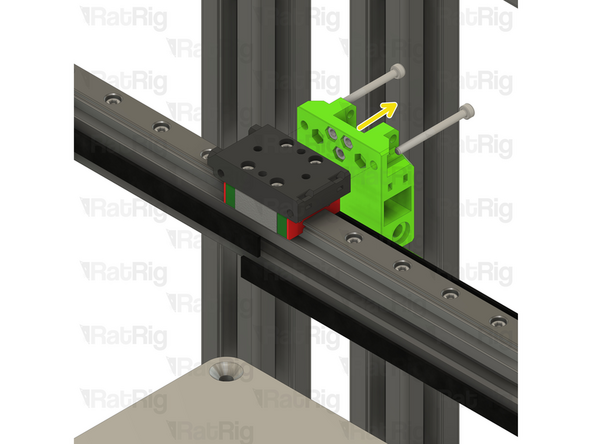
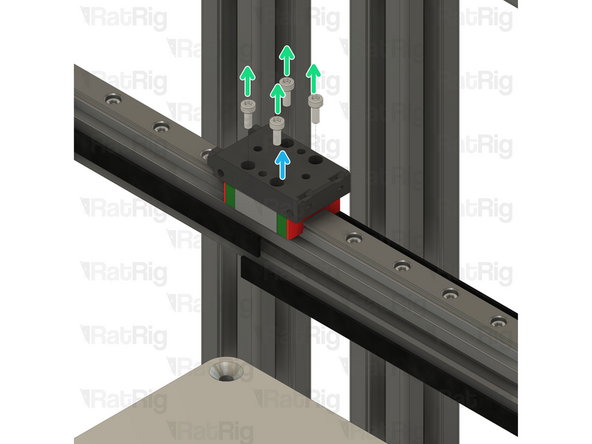
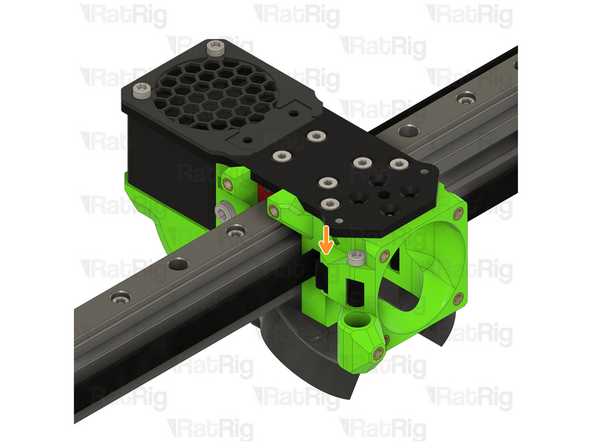
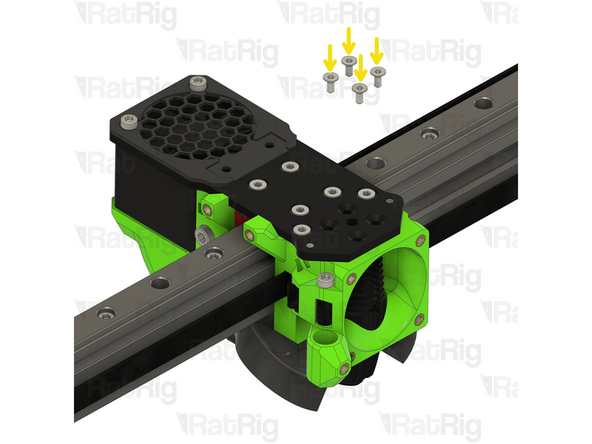
Remove the four M3x8 Cap Head Screws
-
Remove the EVA3 mgn12 mount
-
-
-
Some components of the V-Core 3.1 need to be upgraded to support the new Rat Rig Toolhead. The following steps will show you how.
-
-
-
Locate the rear cable holder
-
Remove the M6x12 Cap Head Screw
-
Remove the electronics_wire_guide_rear printed part from the frame
-
Remove the M6 3030 Drop in T-nut
-
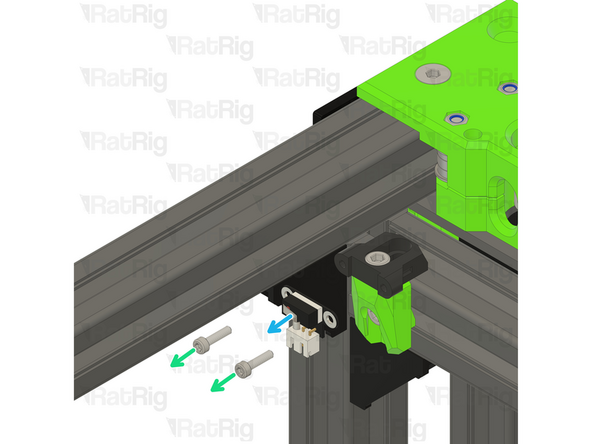
Locate the Y endstop mount
-
Remove the two M3x12 Cap Head Screws
-
Disconnect the Enstop Module and set it aside, it will be re-used on the Rat Rig Toolhead V1.0
-
-
-
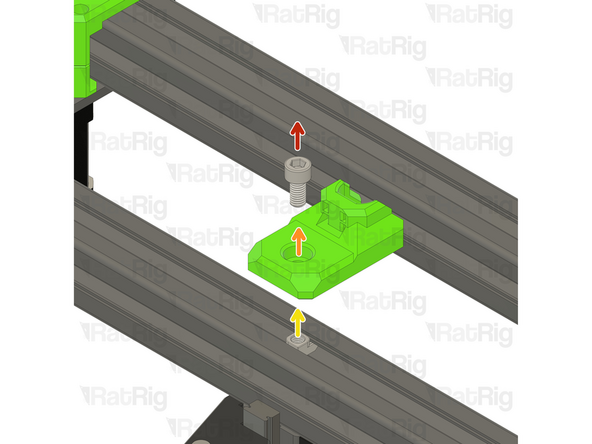
Remove the M5x12 Cap Head Screw
-
Remove the Y_max_endstop_slider printed part
-
Remove the M5x10 Cap Head Screw
-
Remove the Y endstop_max_block printed part
-
Remove the M5 3030 Drop in T-nut
-
-
-
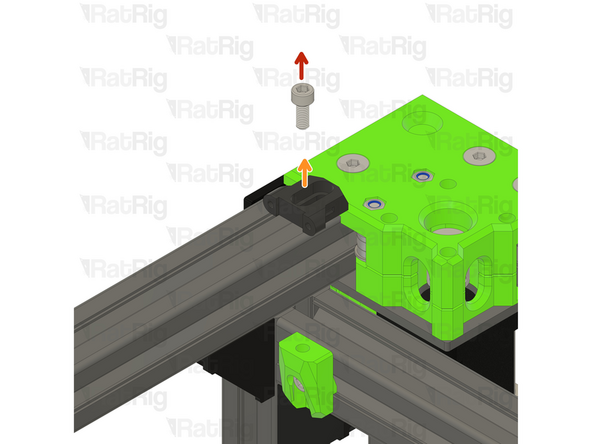
Remove the M5x18 Cap Head Screw
-
Remove the EVA3 endstop block
-
Avoid moving the machine around at this point, os the M5 Drop in T-nut doesn't slide around on the gantry extrusion.
-
-
-
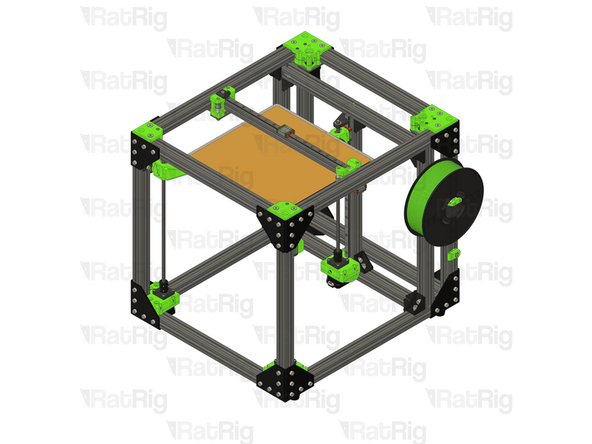
The V-Core 3.1 is now ready to receive the Rat Rig Toolhead V1.0 Upgrade kit
-
-
-
The next steps will cover the assembly of the Rat Rig toolhead V1.0 upgrade kit
-
-
-
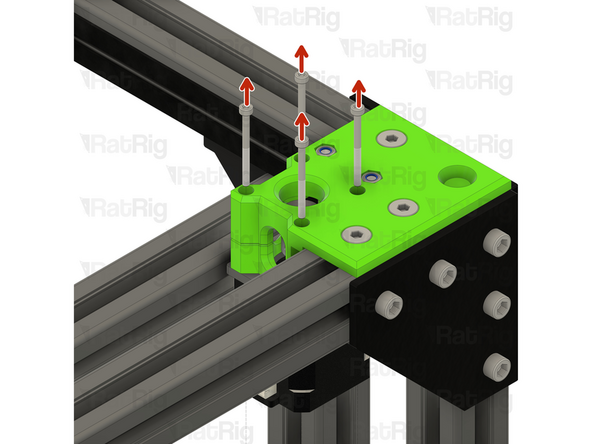
Remove the M3x45 Cap Head Screws
-
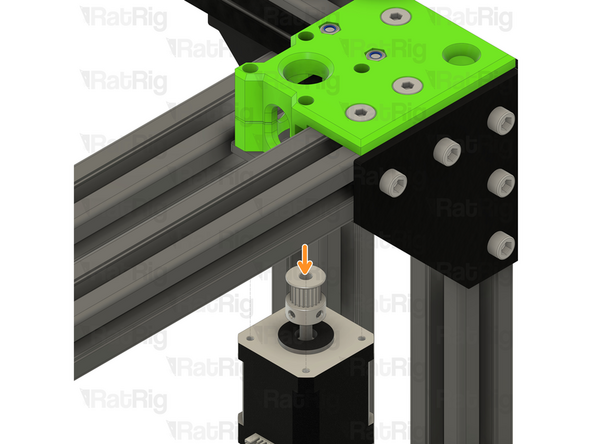
Remove the Stepper motor
-
Remove the M5x40 Cap Head Screws
-
-
-
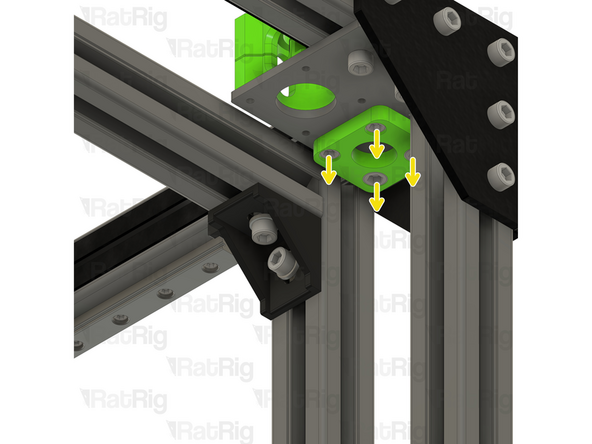
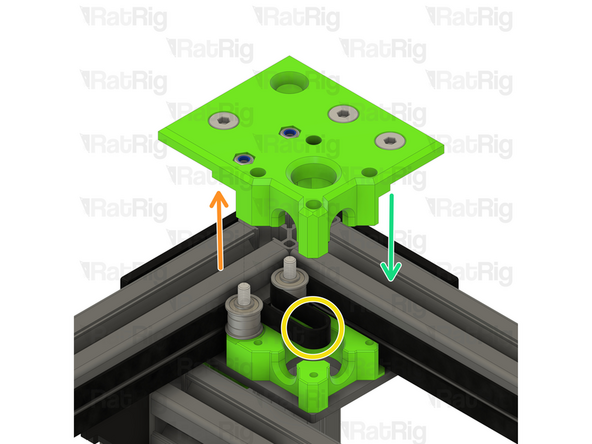
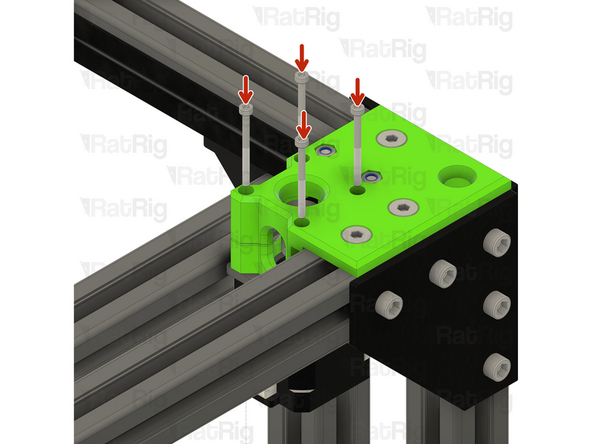
Remove the three M6x14 Screws
-
If the M6 Drop in T-nuts fall off, loosely thread them in the screws so you can easly reinstall the CoreXY motor cage top easily.
-
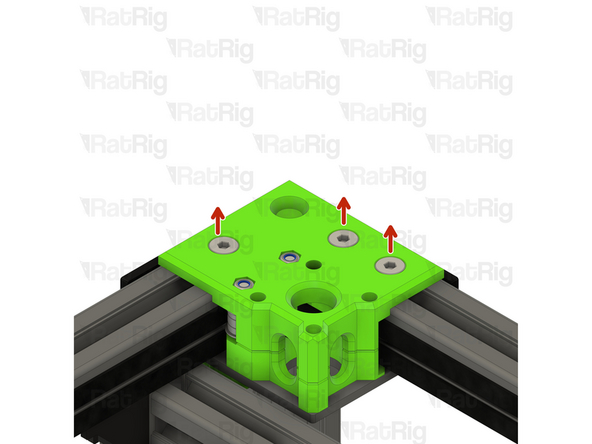
Remove the CoreXY motor cage top
-
Remove both of the old belts, then insert the two new ones following the same paths
-
Reinstall the CoreXY motor cage top
-
-
-
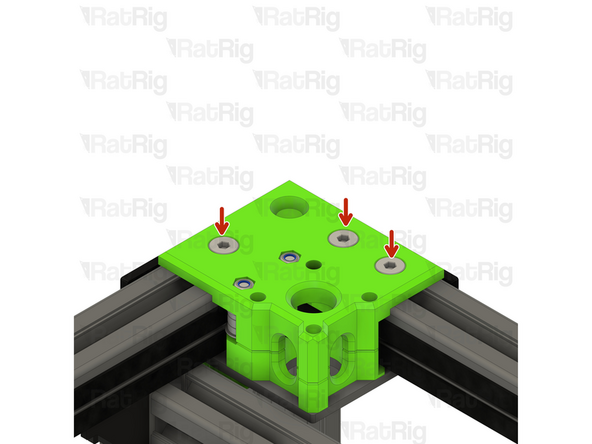
Tighten the three marked M6x14 screws to secure the CoreXY motor cage top to the frame
-
Tighten the M5x40 screws to secure the bearing stacks into the CoreXY motor cage top
-
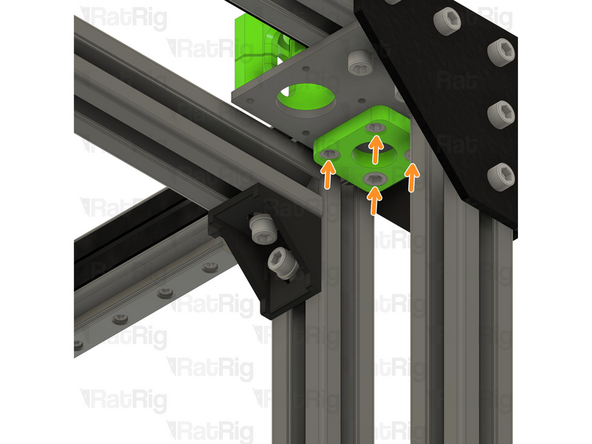
Position the NEMA17 motor up and into the motor cage from below, it will be secured in the next step
-
-
-
Insert the M3x35 screws into the xy_motor_cage_left_top as shown, and fasten them to secure the NEMA17 motor to the mount
-
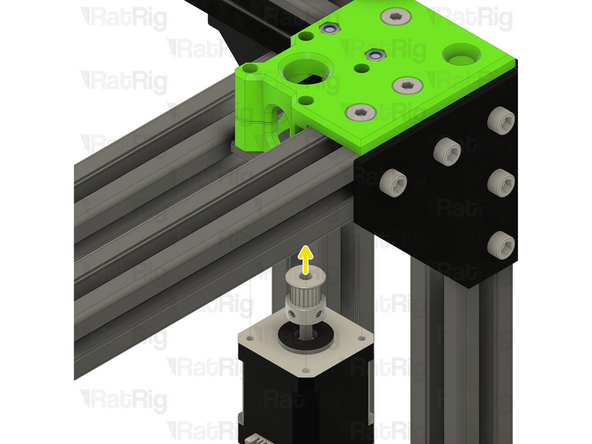
Check the alignment of the timing pulley, the belt should be on the middle of the pulley as shown
-
Adjust the pulley up or down if required to make sure the belt is in the middle of the pulley
-
Fasten both M3 grub screws to securely mount the timing pulley to the NEMA17 motor shaft
-
Repeat Steps 21 - 24 for the other CoreXY motor mount cage.
-
-
-
This step is not mandatory, it's just a Rat Rig tip on how to feed the belts on the idlers.
-
Zip Tie
-
The wider the zip tie is, the easier the process will be
-
Bend the tip of the zip tie a little bit and feed it between the printed part and the idler, as shown
-
Insert the belt between the zip tie and the idler
-
Slowly feed the belt and pull the zip tie at the same time
-
-
-
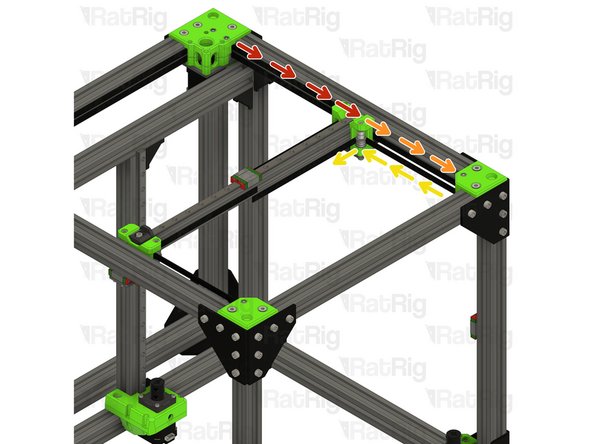
Take the loose end of the top CoreXY belt on the left hand side:
-
Feed the belt behind the left xy_joiner
-
Down and around the front xy_idler
-
Around the front bearing stack on the left xy_joiner
-
Take the loose end of the bottom CoreXY belt on the left hand side:
-
Feed the belt around the rear bearing stack on the xy_joiner
-
-
-
Take the loose end of the bottom CoreXY belt on the right hand side:
-
Feed the belt behind the right xy_joiner
-
Down and around the front xy_idler
-
Around the front bearing stack on the right xy_joiner
-
Take the loose end of the top CoreXY belt on the right hand side:
-
Feed the belt around the rear bearing stack on the xy_joiner
-
-
-
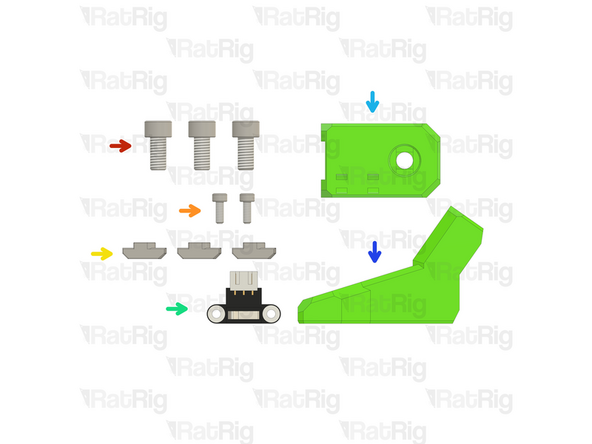
3x M6x12 Cap Head Screw
-
2x M3x8 Cap Head screw
-
3x 3030 M6 Drop In T-nut
-
Y endstop
-
Y_endstop printed part
-
Umbilical_frame printed part
-
-
-
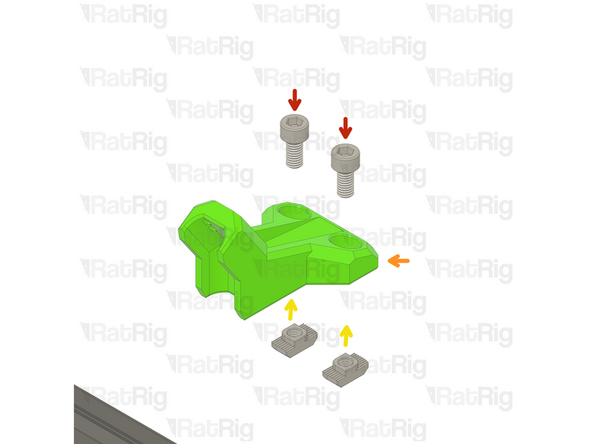
2x M6x12 Cap Head Screw
-
Install the M6 cap head screws into the printed part as shown.
-
Umbilical_frame printed part
-
3030 M6 Drop In T-nut
-
Loosely thread a 3030 M6 T-Nut onto the M6x12 screws. Do not tighten it at this point
-
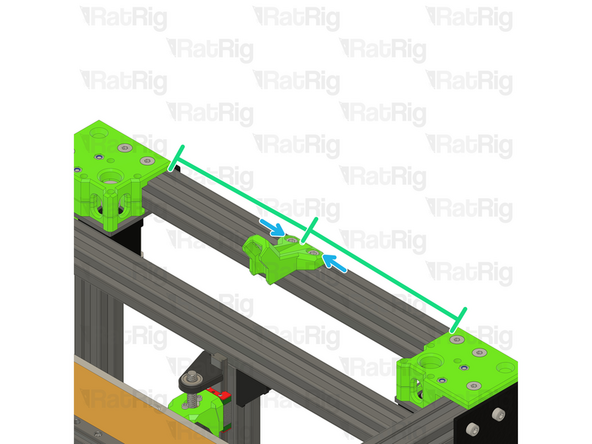
Make sure the printed part is on the middle of the rear extrusion.
-
Tighten the M6x12 screw to secure the umbilical mount to the frame.
-
-
-
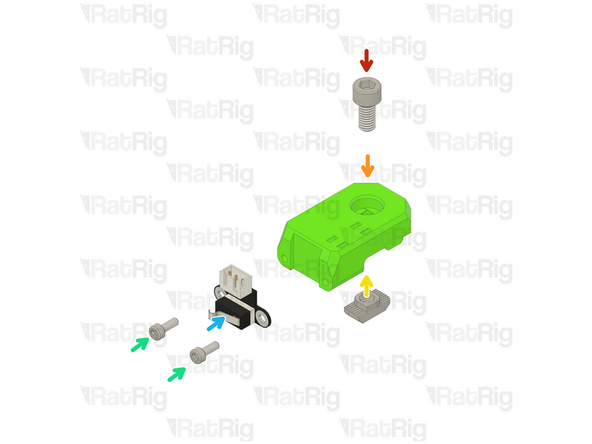
M6x12 Cap Head Screw
-
Y_endstop printed part
-
3030 M6 Drop In T-nut
-
Loosely thread a 3030 M6 T-Nut onto the M6x12 screw. Do not tighten it at this point
-
2x M3x8 Cap Head Screw
-
Y Endstop
-
Tighten the M6x12 screws to secure the endstop mount.
-
Ensure a 5mm gap between the 3030 extrusion and the Y_endstop printed part, this distance is required for the belts to operate smoothly.
-
-
-
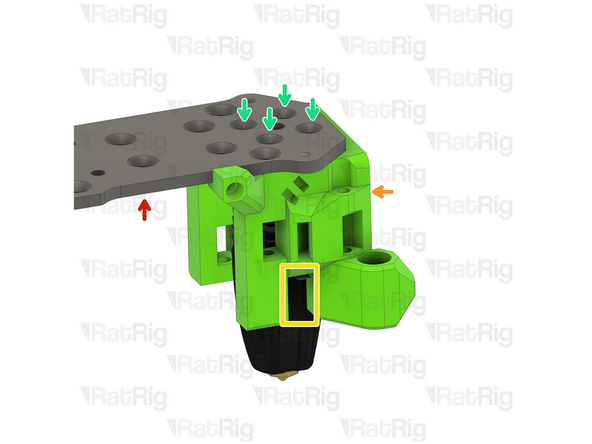
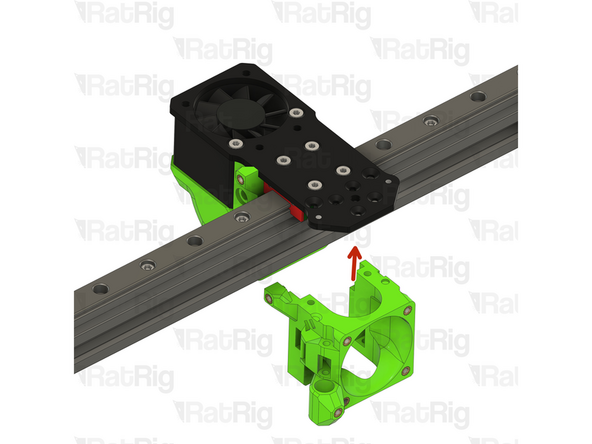
Rat Rig toolhead plate
-
Rat Rig toolhead front printed part
-
Insert the Rapido V2 into the printed part as shown, and make sure the cables are positioned in the designated slot.
-
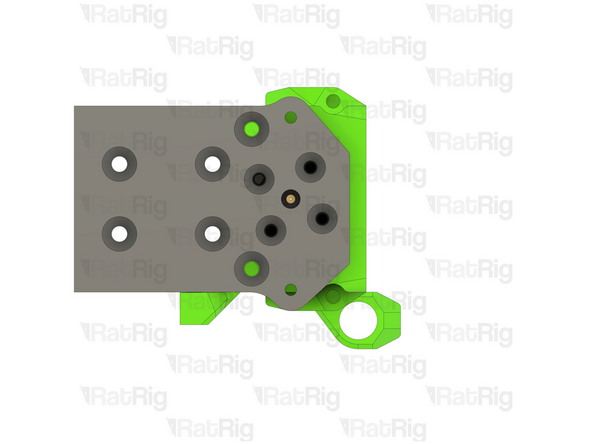
Look from above and see if all four holes line up correctly.
-
All the holes on the plate, hotend and printed part should line up:
-
If they align skip to step 35
-
If they don't align follow the next steps
-
-
-
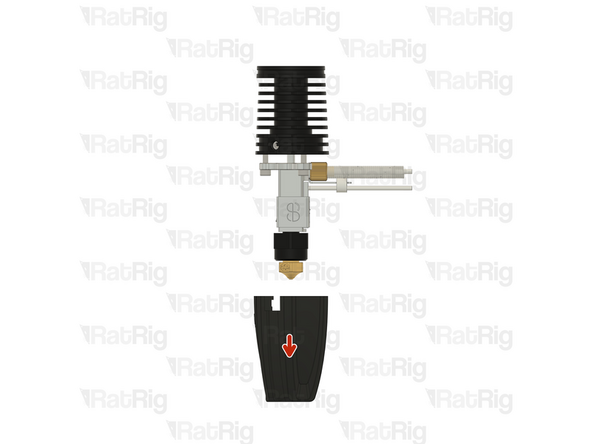
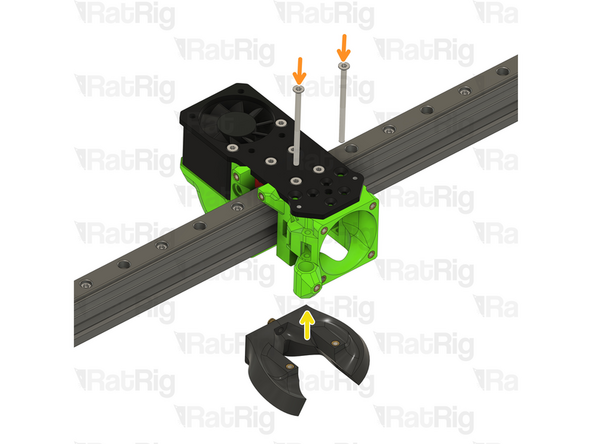
If the cables of your Rapido 2 hotend don't align perfectly with the toolhead slot, please follow the next steps:
-
Push down on the silicone sock to remove it
-
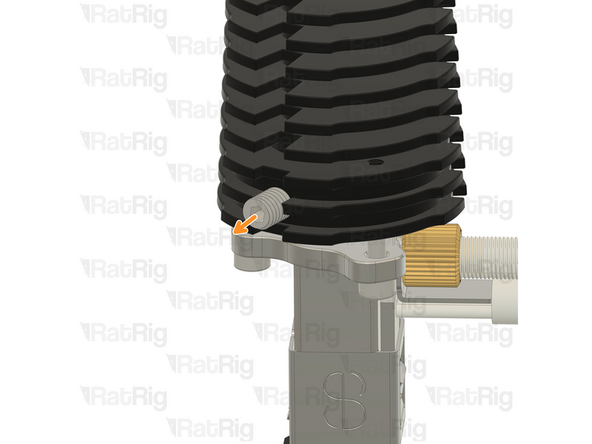
Loosen the set screw on the heatsink
-
Do not remove it completely to avoid losing it
-
-
-
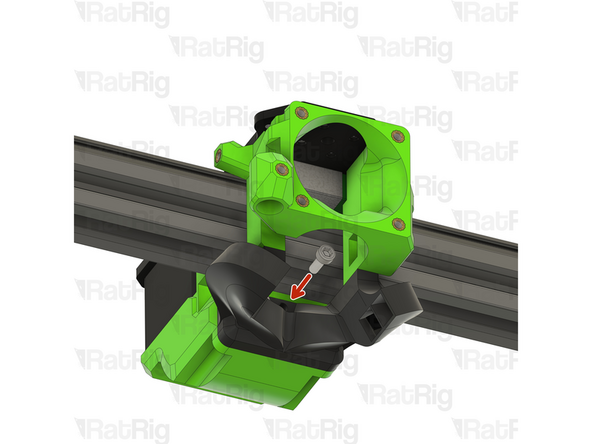
Remove the 2.5 Cap Head Screws from the hotend
-
Carefully rotate the heatsink until the three screw holes align again.
-
There isn't a way to tell how much you need to rotate you hotend, it might be just 120º or it might be 240º. It's a matter of trial and error.
-
-
-
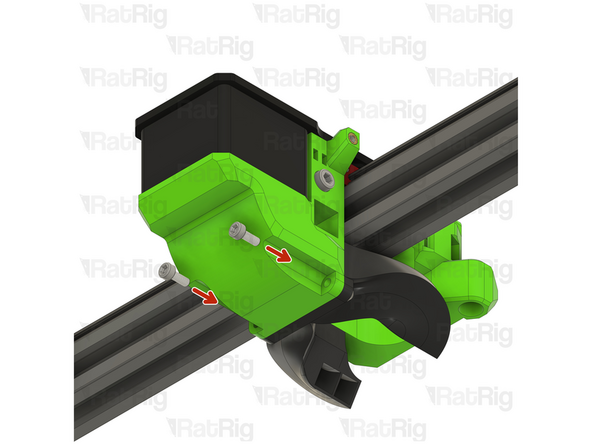
Insert the 2.5mm Cap Head Screws back in and tighten them.
-
DO NOT overtighten the screws, they are only 2.5mm and will break if excessive force is applied.
-
Tighten the set screw back in
-
DO NOT overtighten the screw, if excessive force is applied the heatbreak will be permanently damaged.
-
Put the socket back on
-
Try to insert the hotend on the toolhead and see if the cables align with the designated slot, if not, repeat steps 32-34 and try a different angle in step 34
-
-
-
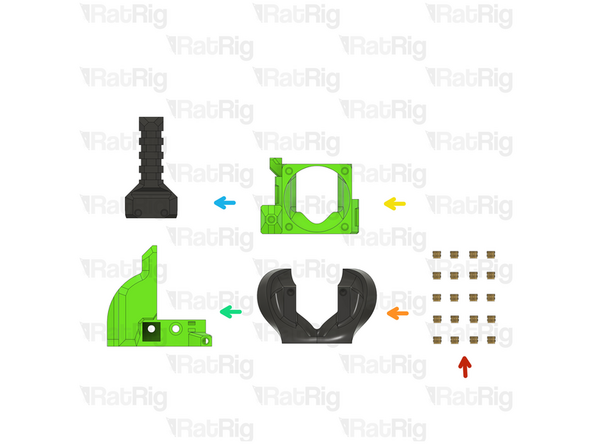
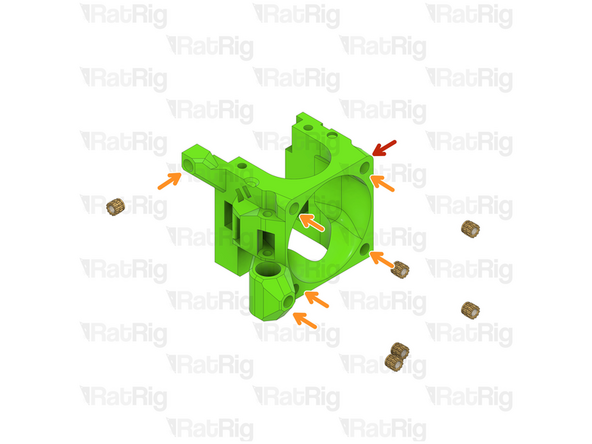
20x Heat insert M3
-
1x rr_toolhead_vc3_duct_beta2 printed part
-
1x rr_toolhead_vc3_front_beta2 printed part
-
1x rr_toolhead_vc3_back_beta2 printed part
-
1x rr_toolhead_vc3_umbilical_beta2 printed part
-
If you bought the printed parts from Rat Rig, the heat inserts are already in place. Skip to Step 39.
-
-
-
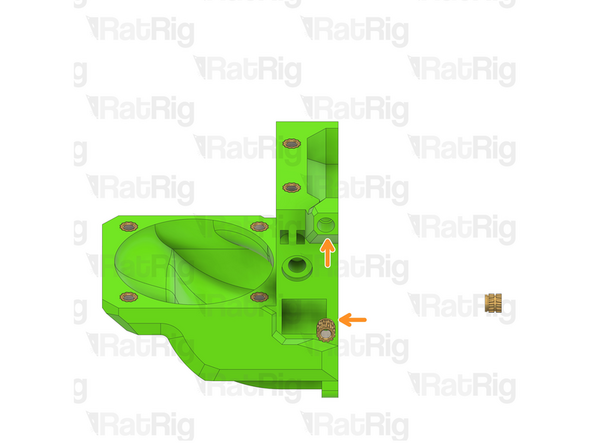
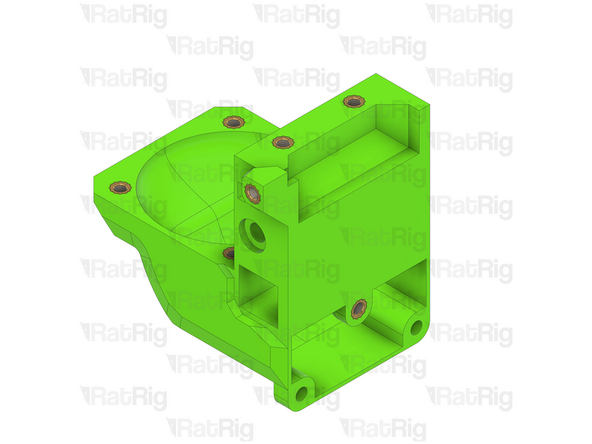
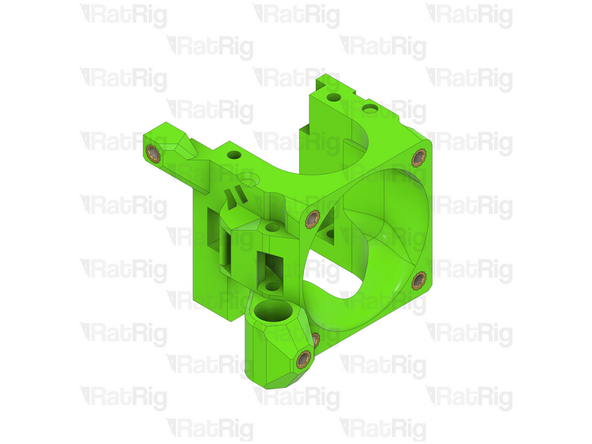
1x rr_toolhead_vc3_back_beta2 printed part
-
8x Heat insert M3
-
-
-
1x Rat Rig toolhead_front_beta2 printed part
-
6x Heat insert M3
-
-
-
1x Rat Rig toolhead_duct_beta2 printed part
-
4x Heat insert M3
-
-
-
1x Rat Rig toolhead_umbilical_beta2 printed part
-
2x Heat insert M3
-
-
-
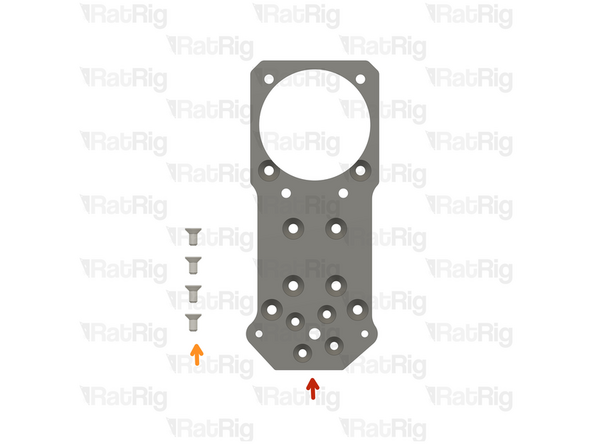
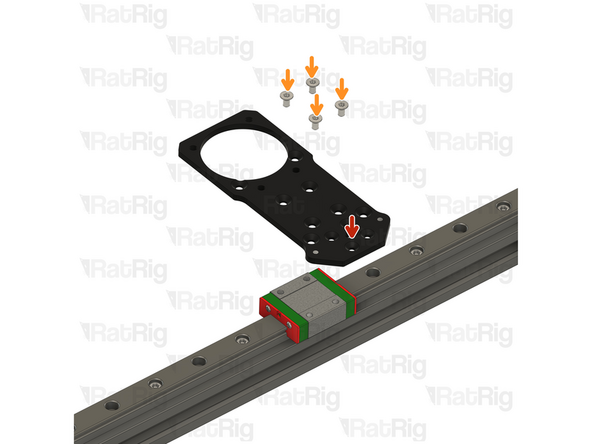
Rat Rig toolhead plate
-
4x M3x6 Countersink Screw
-
Tighten the M3x6 Countersink Screws to secure the plate to the carriage.
-
Avoid using a ball end hex key, as they are more prone to damaging the sensitive M3 countersink screw head.
-
After tightening of the screws, it is essential to verify that the X carriage retains its free movement. Excessive tightening of the screws may lead to the binding of the carriage.
-
-
-
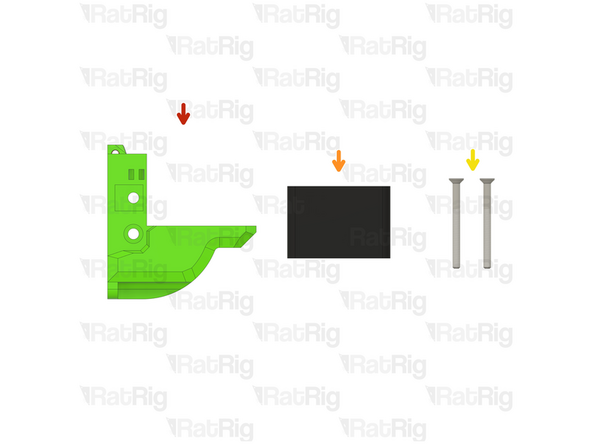
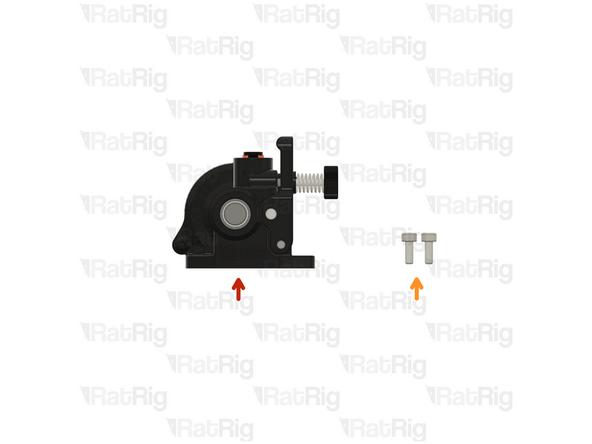
Rat Rig toolhead back assembly
-
1x 4028 Part Cooling Fan
-
2x M3x35 Countersink Screw
-
-
-
Remove the four rubber spacers on the 4028 Part Cooling Fan
-
-
-
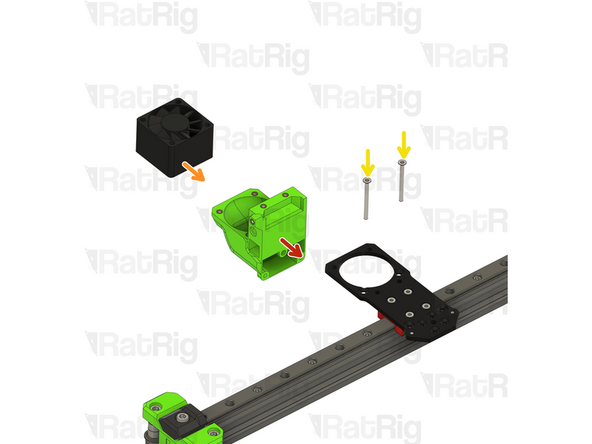
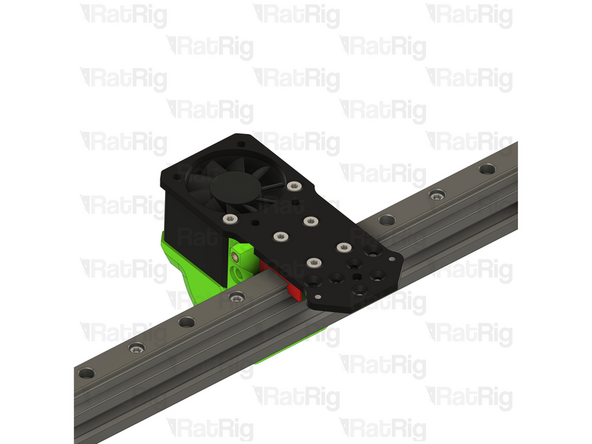
Rat Rig toolhead back assembly
-
4028 Part Cooling Fan
-
2x M3x35 Countersink Screw
-
Tighten the M3x35 screws.
-
Take care not to over tighten the M3x35 screws as you can damage the printed parts
-
Avoid using a ball end hex key, as they are more prone to damaging the sensitive M3 countersink screw head.
-
-
-
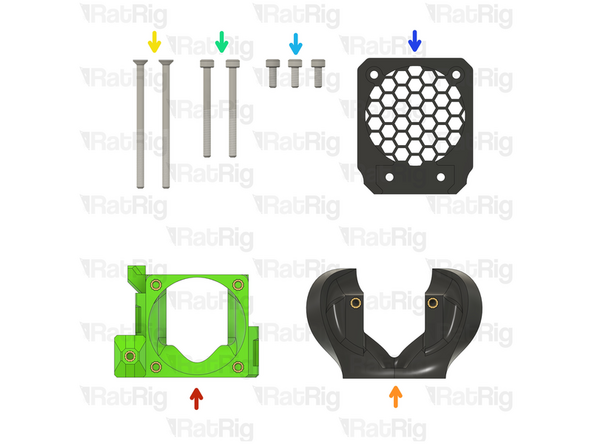
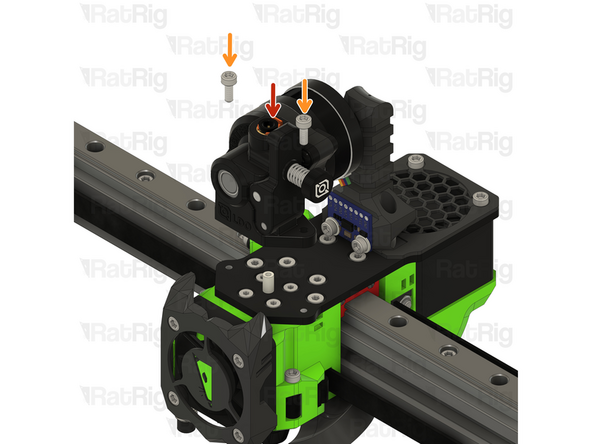
Rat Rig toolhead front assembly
-
Rat Rig toolhead duct assembly
-
2x M3x50 Countersink Screw
-
2x M3x35 Cap Head Screw
-
3x M3x8 Cap Head Screw
-
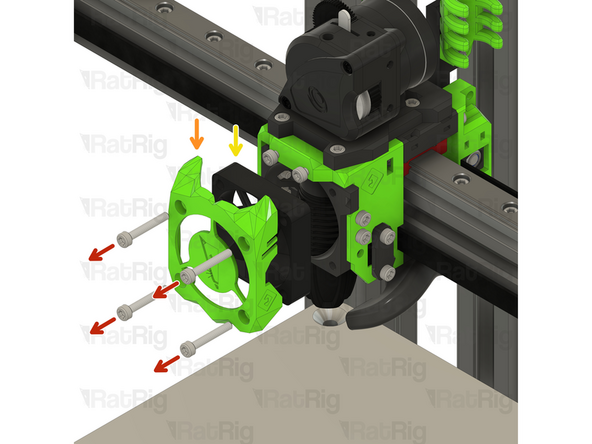
1x Rat Rig toolhead fan grille printed part
-
-
-
Rat Rig toolhead front assembly
-
2x M3x50 countersink screws
-
Rat Rig toolhead duct assembly
-
The M3x50 countersink screws must go through the holes on the front assembly and thread into the duct assembly.
-
Take care not to over tighten the M3x50 screw as you can damage the printed parts
-
Avoid using a ball end hex key, as they are more prone to damaging the sensitive M3 countersink screw head.
-
-
-
3x M3x8 Cap Head Screw
-
Secure the duct assembly to the toohead.
-
Take care not to over tighten the screws as you can damage the printed parts
-
-
-
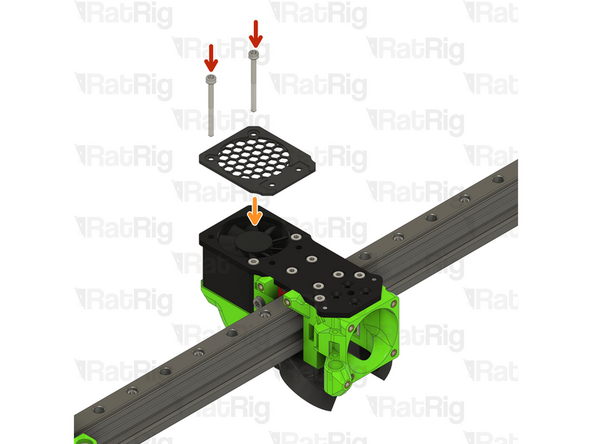
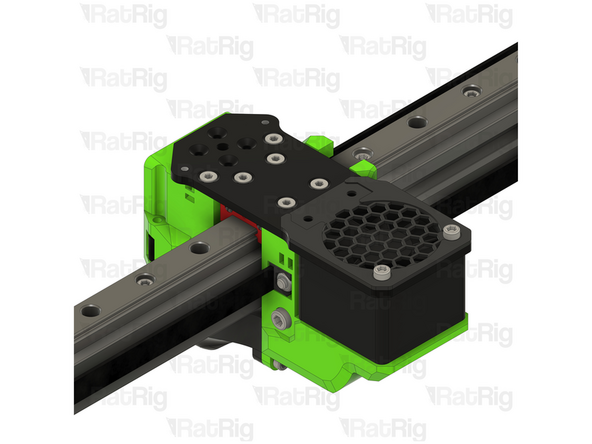
2x M3x35 Cap Head Screw
-
Rat Rig toolhead fan grille printed part
-
Take care not to over tighten the M3x35 screws as you can damage the printed parts
-
-
-
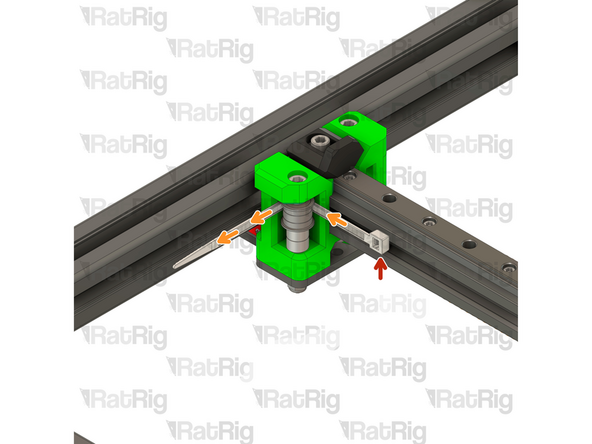
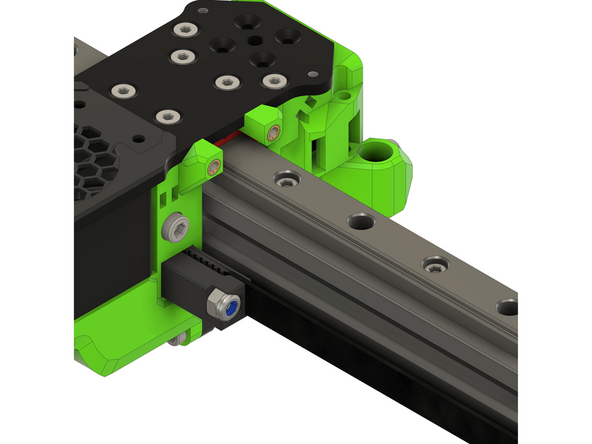
Make sure the belt is properly seated on all idlers and pulleys
-
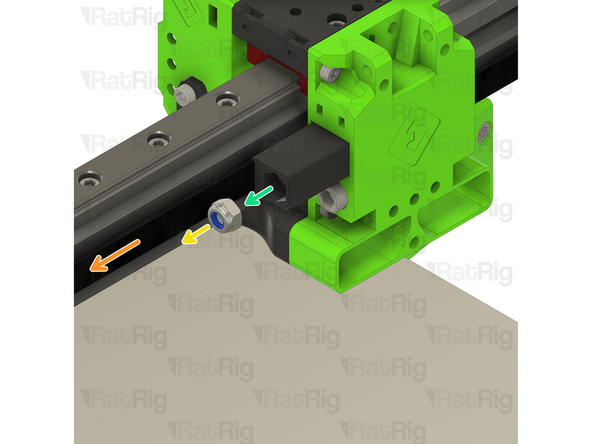
Insert the end of the belt inside the belt tensioner, and make sure the teeth are secured.
-
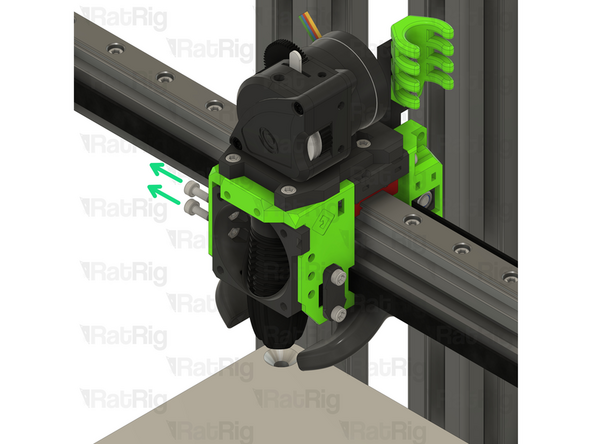
M4 Nylon Locking Hex Nut
-
Insert the M4 nylon locking nut into the Rat Rig toolhead belt tensioner as shown
-
-
-
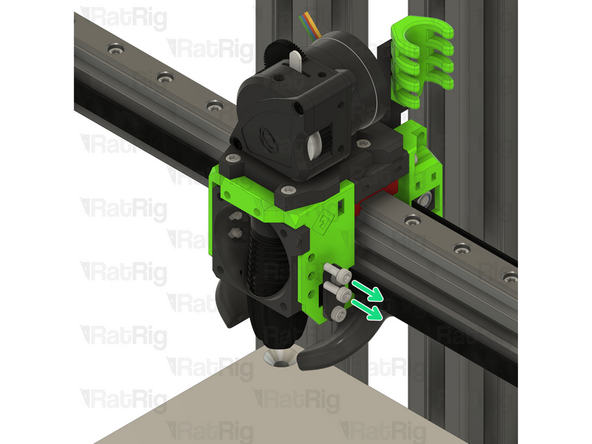
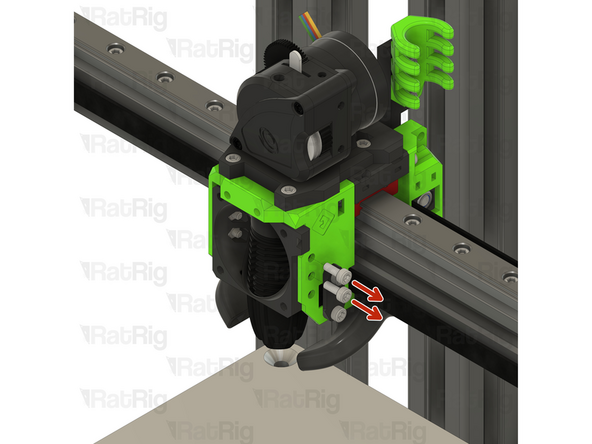
M4x40 Cap Head Screw
-
Tighten the M4x40 Cap Head just enough to hold the M4 Nylon Locking Hex Nut
-
Repeat Step 48 and assemble the second belt tensioner block.
-
-
-
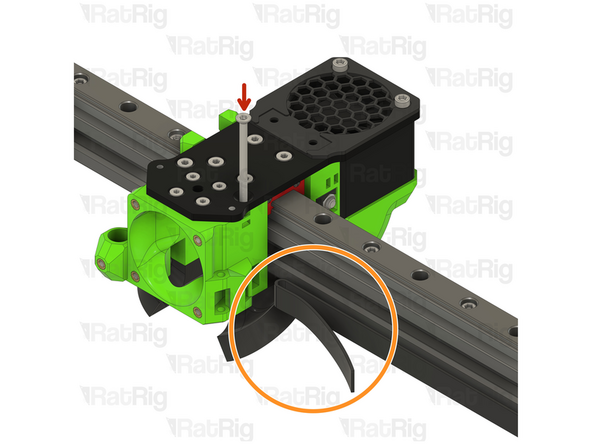
Remove the M3x50 countersink screw almost all the way
-
Make a small loop on the belt as shown.
-
Feed the belt loop into the slot
-
Tighten the M3x50 countersink screw and make sure the belt goes around it, as shown in the picture.
-
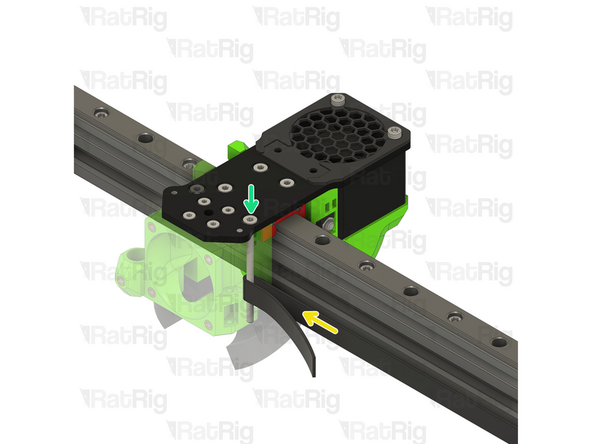
Make a new loop on the belt, it helps if the loop is big, so it can be managed more easily.
-
Feed the belt loop into the slot
-
-
-
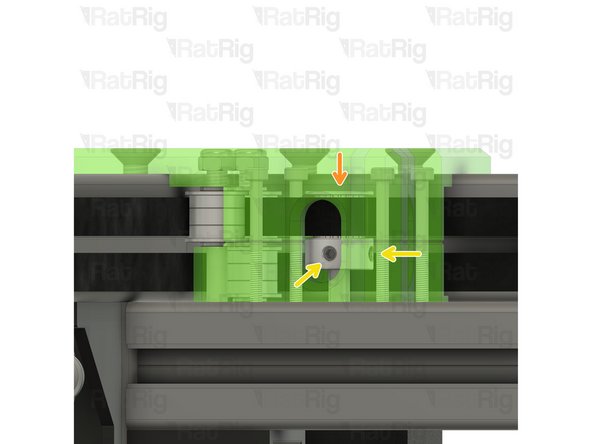
Make sure the loop is all the way fed thought the slot
-
Pull this side of the belt
-
Make sure the small portion of the belt, indicated with the yellow arrow, is tight against the printed part
-
Insert an M3x18 Cap Head Screw
-
Pull the belt end to tighten the loop around the screw
-
-
-
Cut the excess belt
-
Repeat Steps 50, 51 and 52 and attach the other belt.
-
-
-
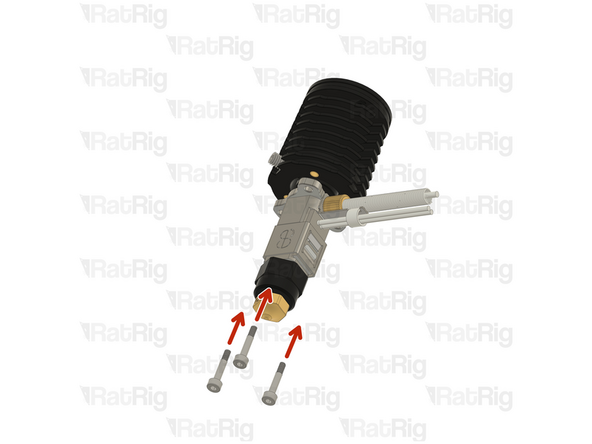
Phaetus Rapido V2 UHF Hotend
-
4x M2.5x6 Countersink Screw
-
PTFE tube - 24.5mm
-
Rat Rig SuperPinda Probe by P&F
-
M3x5 Set Screw
-
-
-
Phaetus Rapido V2 UHF Hotend
-
Place the Phaetus Rapido V2 UHF Hotend on the plate, making sure to route the cables through the designated slot
-
4x M2.5x6 Countersink Screw
-
Tighten the M2.5x6 Countersink Screws to secure the hotend to the plate
-
Avoid using a ball end hex key, as they are more prone to damaging the sensitive M2.5 countersink screw head.
-
-
-
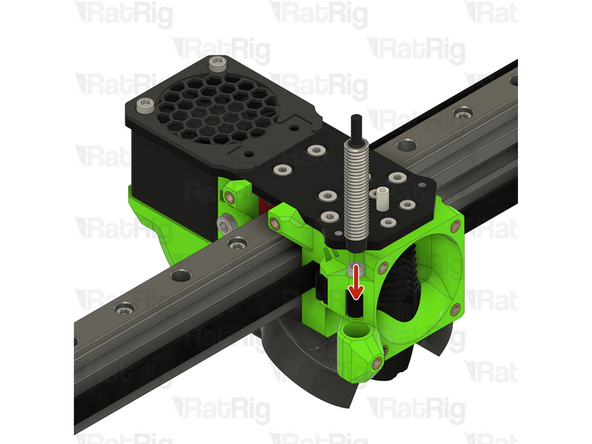
PTFE tube - 24.5mm
-
Insert the PTFE tube in to the marked hole and push it until it stops
-
-
-
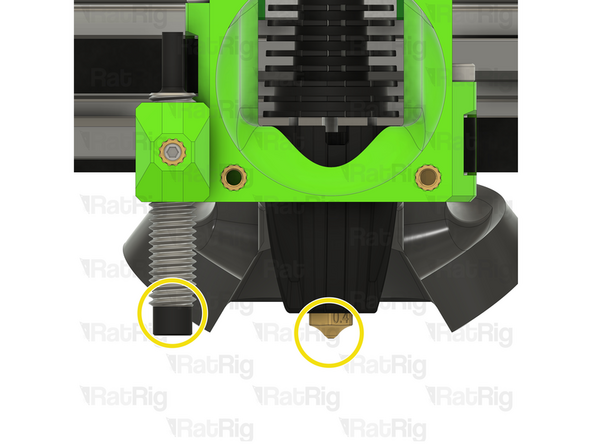
Rat Rig SuperPinda Probe by P&F
-
The Rat Rig SuperPinda Probe needs to be at the correct height to trigger properly
-
A recommended method to set the correct height is to rest the hot end nozzle on the bed, and then place a cable tie between the bed and the tip of the probe
-
Adjust the probe up to down as necessary to position the tip 1mm higher than the hot end nozzle
-
M3x5 Set Screw
-
Tighten the M3x5 set screw to secure the probe in place
-
Do not over-tighten the M3x5 set screw, doing so can damage the probe or printed probe mount
-
-
-
Skip to Step 59 if you are using a toolboard setup
-
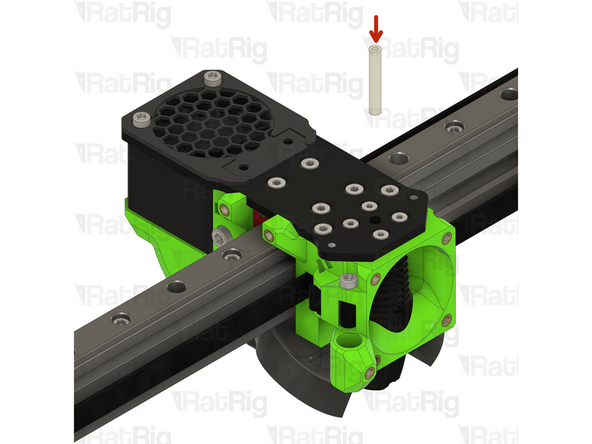
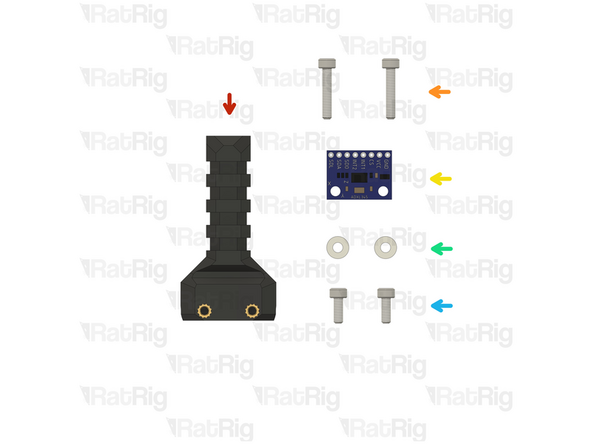
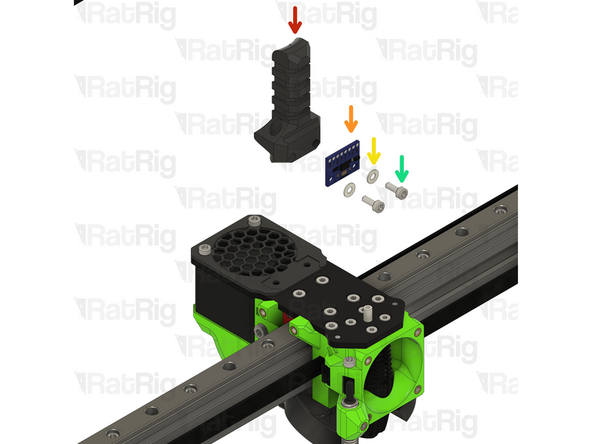
Rat Rig toolhead umbilical assembly
-
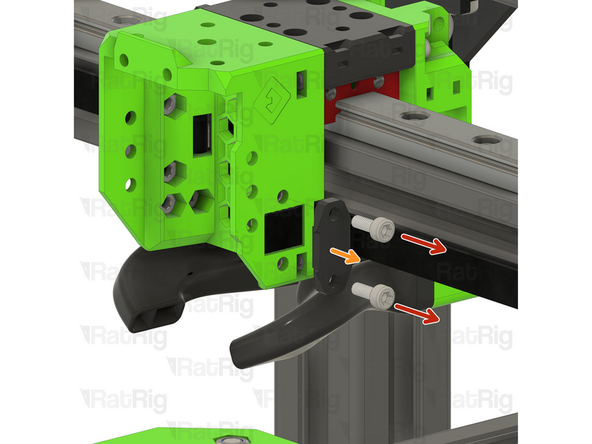
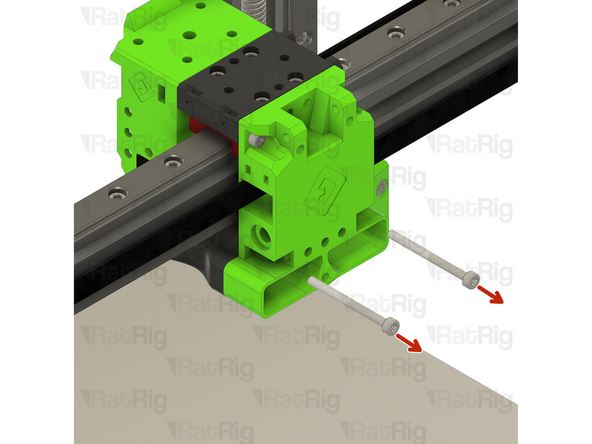
2x M3x16 Cap Head Screws
-
ADXL 345 Accelerometer
-
2x M3 Nylon washer
-
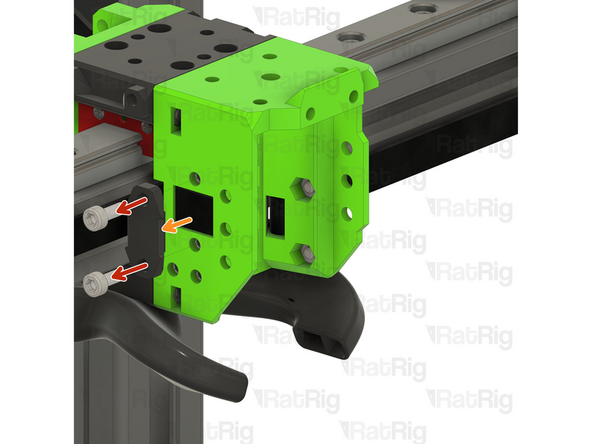
2x M3x8 Cap Head Screw
-
-
-
Rat Rig toolhead umbilical assembly
-
ADXL 345 Accelerometer
-
2x M3 nylon washer
-
2x M3x8 Cap Head Screw
-
Mount the ADXL 345 to the umbilical assembly
-
Take care not to over tighten the M3x8 screws as you can damage the printed parts
-
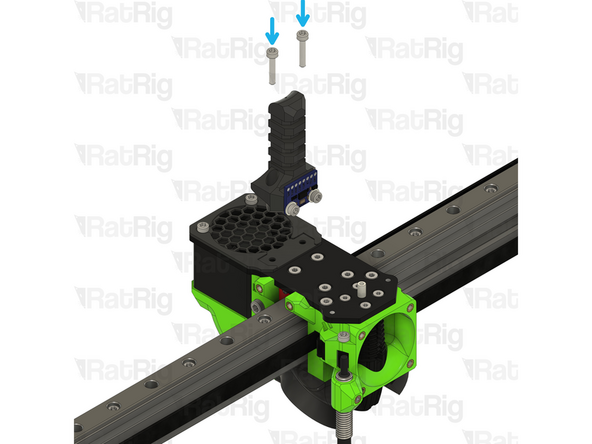
2x M3x16 Cap Head Screw
-
Take care not to over tighten the M3x16 screws as you can damage the printed parts
-
-
-
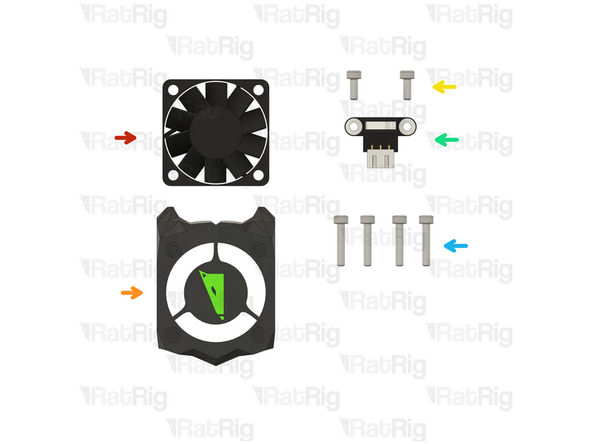
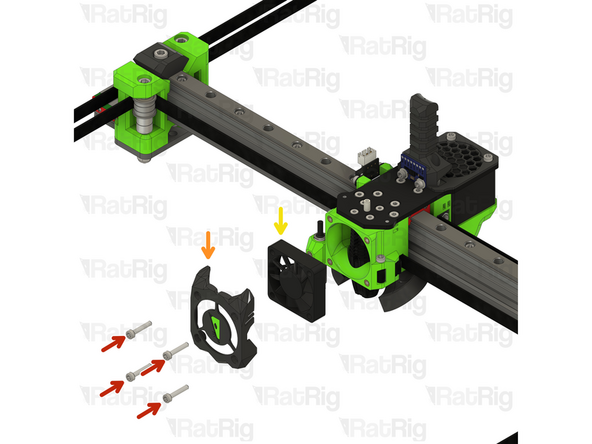
1x 40x10mm 24V Axial Fan
-
1x Rat Rig toolhead_shourd printed part
-
2x M3x8 Cap Head Screw
-
1x X Endstop
-
4x M3x16 Cap Head Screw
-
-
-
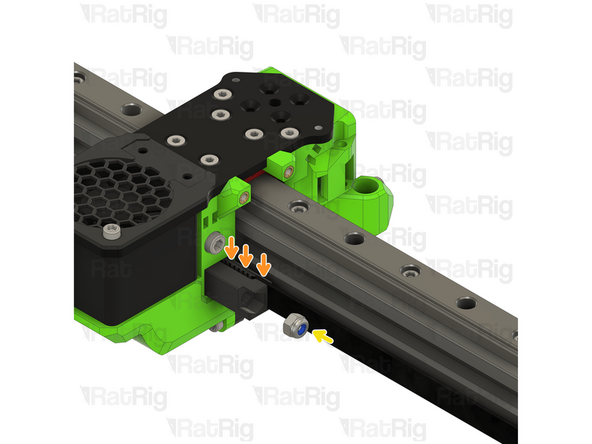
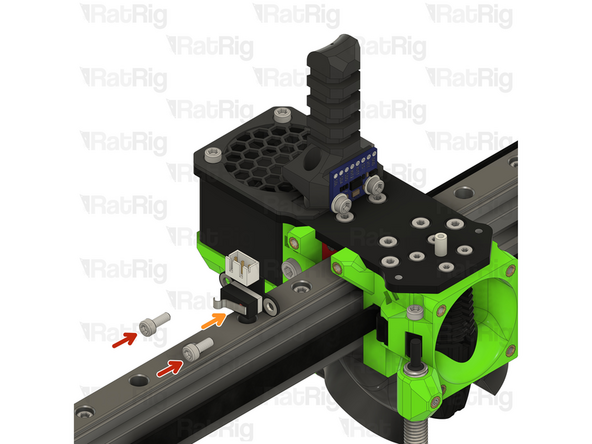
2x M3x8 Cap Head Screw
-
X Endstop
-
Tighten the M3x8 screws to secure the X endstop to the toolhead.
-
Take care not to over tighten the M3x8 screws as you can damage the printed parts
-
-
-
4x M3x16 Cap Head Screw
-
rr_toolhead_vc3_shroud printed part
-
40x10mm 24V Axial Fan
-
Insert the M3x16 screws into the Rat Rig toolhead shroud printed part, through the 40mm fan, and fasten them into the Rat Rig toolhead front
-
-
-
1x LDO Orbiter V2
-
2x M3x8 Cap Head Screw
-
Insert the M3x8 screws into the LDO Orbiter V2 and fasten them to the Rat Rig toolhead plate.
-
-
-
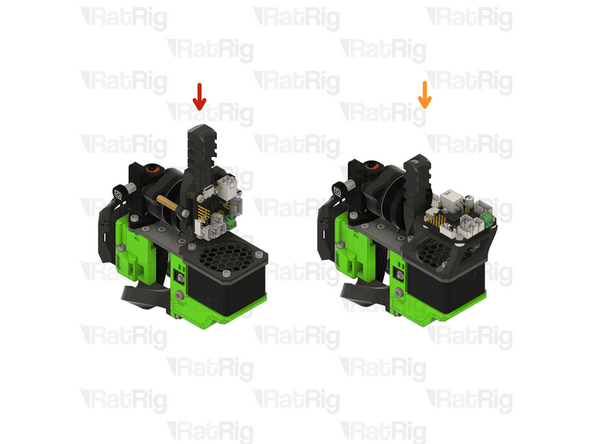
The Rat Rig Toolhead Beta 2 supports 2 variations for toolboard mounting:
-
Rat Rig kits do not include the necessary hardware for this setup; these components must be sourced separately
-
-
-
This option requires a 90º usb-c cable
-
-
-
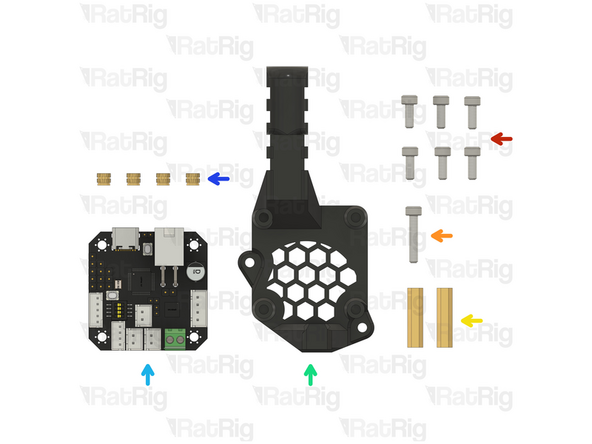
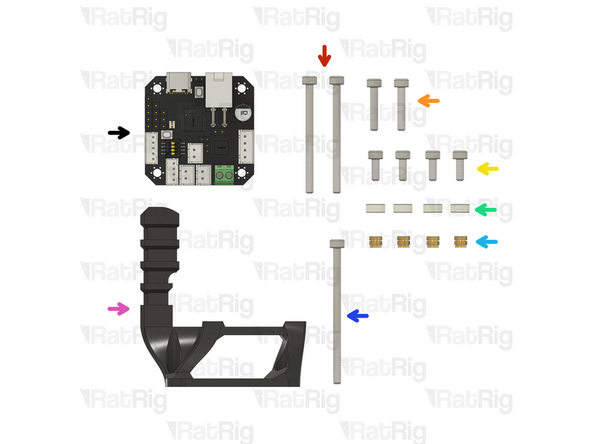
6x M3x8 Cap Head Screw
-
1x M3x16 Cap Head Screw
-
2x Hex standoff brass M3x20x4.5
-
rr_toolhead_vc3_ebb42_vertical printed part
-
BIGTREETECH EBB42 USB/CAN TOOLBOARD V1.2
-
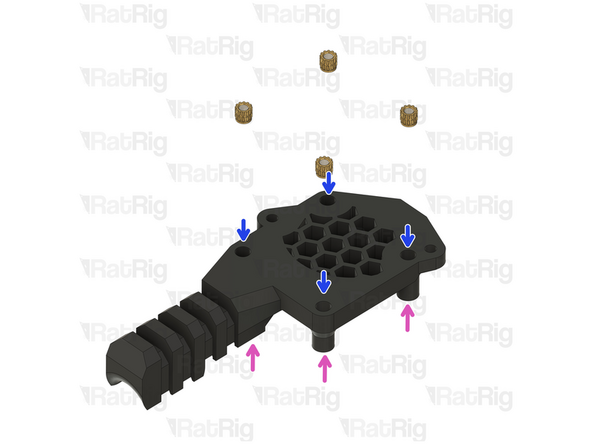
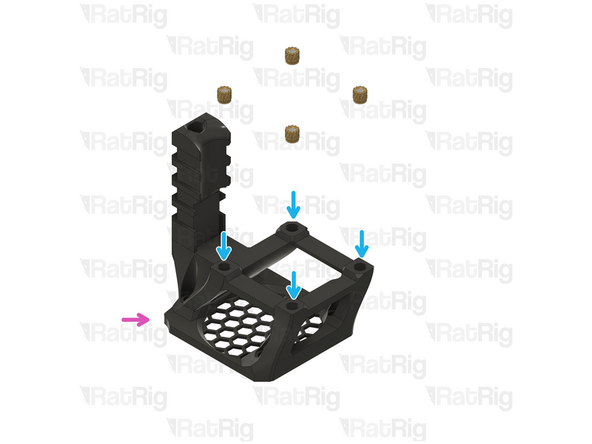
4x Heat insert M3
-
This printed part has sacrificial layers which need to be removed prior to assembly.It is recommended to remove them by using a screwdriver, a hex key, or a drill, to push through the layers. This clears the holes for the screws to thread in to the head inserts
-
-
-
Thread the hex standoffs on to the LDO Orbiter V2 screws.
-
Do not overtighten the hex standoffs. They are brass and it is possible to strip the threads.
-
Insert the M3x16 Cap Head Screw in to the rr_toolhead_vc3_ebb42_vertical printed part and thread it on the toolhead.
-
Take care not to over tighten the M3x16 screws as you can damage the printed parts
-
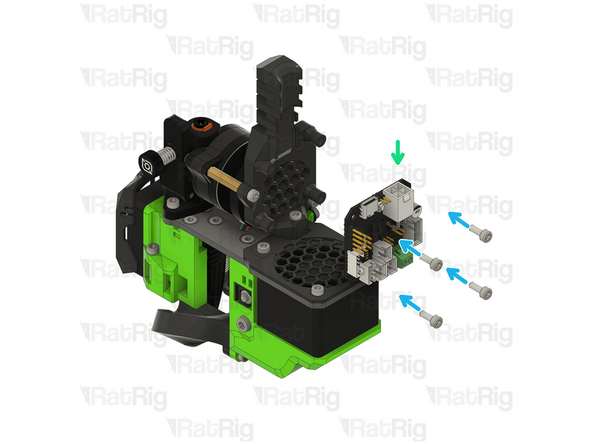
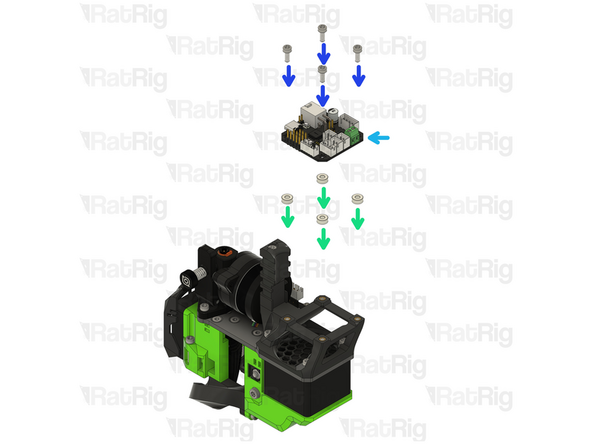
2x M3x8 Cap Head Screw
-
Insert the M3x8 Cap Head Screws in to the printed part and thread them to the hex standoffs
-
BIGTREETECH EBB42 USB/CAN TOOLBOARD V1.2
-
Insert the M3x16 Cap Head Screws into the toolboard and thread them into the vertical toolboard mount
-
-
-
2x M3x40 Cap Head Screw
-
2x M3x16 Cap Head Screw
-
4x M3x8 Cap Head Screw
-
4x M3 Nylon spacer 3mm
-
4x Heat insert M3
-
1x M3x50 cap Head Screw
-
1x rr_toolhead_vc3_ebb42_horizontal printed part
-
BIGTREETECH EBB42 USB/CAN TOOLBOARD V1.2
-
-
-
Horizontal toolboard mount assembly from the previous step
-
2x M3x40 Cap Head Screw
-
Insert the M3x40 screws through the toolboard mount, plate, 4028 cooling fan, and secure them to the toolhead
-
2x M3x16 Cap Head Screw
-
4x M3 Nylon spacer 3mm
-
BIGTREETECH EBB42 USB/CAN TOOLBOARD V1.2
-
4x M3x8 Cap Head Screw
-
Take care not to over tighten the M3x8 screws as you can damage the printed parts and the toolboard itself.
-
-
-
Follow this guide to correctly align the X-Axis Gantry: 11. X-Axis Gantry Alignment
-
-
-
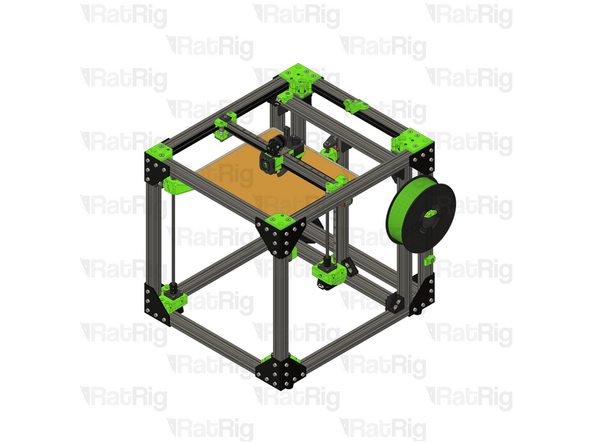
Your V-Core 3.1 is now upgraded with the Rat Rig Toolhead BETA2 and it's ready to melt some filament!
-
A new toolhead is a big change for any 3D printer, make sure to follow the commissioning guide to properly tune it.
-














































Cancel: I did not complete this guide.
2 other people completed this guide.
